Точность механической обработки заготовок - 28. ТОЧНОСТЬ ОБРАБОТКИ И

3.1.2.Точность механической обработки и методы её обеспечения
Добро пожаловать в сложную область обработки на станках с ЧПУ, где черновая и чистовая обработка являются основой точности, эффективности и аккуратности. В этом руководстве подробно рассматриваются эти два ключевых процесса с целью прояснить их неотъемлемую роль в отрасли. Погрузитесь в историю, и мы раскроем их явные преимущества и важные особенности, когда вы ищете первоклассные услуги по механической обработке. Давайте отправимся в это познавательное путешествие к сути мастерства станков с ЧПУ.













Взаимосвязь между точностью обработки и шероховатостью поверхности весьма важна в сфере производства. Точность обработки относится к уровню точности и постоянства, которых можно достичь в процессе обработки, тогда как шероховатость поверхности является мерой неровностей, присутствующих на поверхности заготовки. Эти два фактора тесно переплетаются и могут повлиять на общее качество готового продукта.




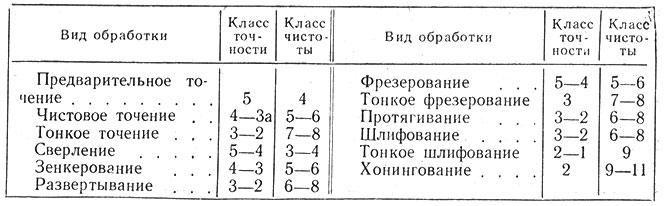
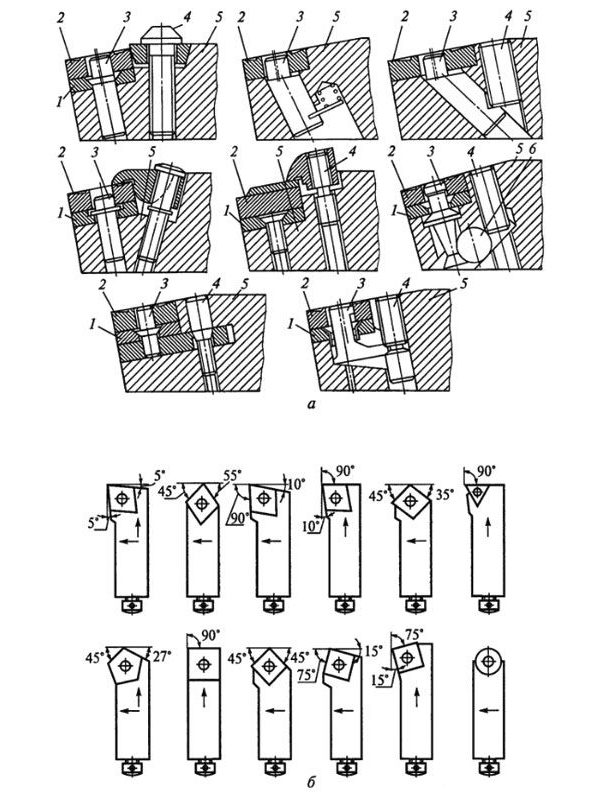
Ввиду того что получить абсолютно точные размеры в реальных производственных условиях невозможно и что точность обработки бывает различной в зависимости от ряда факторов, существует понятие о средней экономической точности обработки, под которой подразумевается точность, получаемая в нормальных производственных условиях, т. Факторов, оказывающих влияние на точность обработки на металлорежущих станках, много, и учесть их полностью часто не представляется возможным; главнейшие из них следующие:. Б деформация изделия во время обработки вследствие устранения внутренних напряжений после снятия наружной корки;. Необходимая степень точности обработки в соответствии с требованиями того или другого класса достигается на различных станках разными способами. Отметим, как изготовляется отверстие и вал с точностью, требуемой каждым классом.